

Anode zdjyńć wybuchowo maszina czyszczynio
Chińsko industryjo aluminium podyjmuje niyôdpowiednie wysiłki na rzecz poprawy roztōmajtych wskoźnikōw ekōnōmicznych i technicznych ôd downa i poczyniōł pewne postympy w teroźnyj wydajności, kōnsumpcyji energije i inkszych aspektōw. Jednak skirz roztōmajtych powodōw kōnsumpcyjo wōngla anody niy ma barzo kōntyntuujōnco. Spōłczynnik kōnsumpcyje bloku wōnglowy w 200kA przedbajnowanōm kōmōrkōm aluminium elektrolizy aluminium je kole 1{{5}44cm/d, a życie usług anodowego bloku wōnglow je ôgōlnie 28 dni. Jeźli przekroczo 28 dni, elektrolit eroduje anody node stali pazury. Zerodowane pazury stalowe i piestrzynie fosforowe stopiajōm sie w piykno aluminium, niy ino zmyńszōm życie życiŏ node stalowych pazurōw, ale tyż znaczōnco wpływo na poprawa poprawy. ôd stopnia stopy aluminium. technologijo ôchrōny piestrzynia wōnglowego node stalowyj masziny strzylajōncyj pazury je barzo kōnieczno, coby produkt zwiynkszył ôdporność na usługa stalowego pazura i poprawy jakości aluminium elektrolitycznego.
Maszina wybuchowo ôd stalowego pazura do elektrolitycznego aluminium aluminium je coroz czyńścij używano w warsztatach zgromadzynio anody elektrolitycznych roślin aluminium.
W industryji elektrolitycznyj aluminiowyj, anody pazury stalowe, jako wożne przewodzōnce akcesoria, sōm podatni na prziległości do niyczystości, co wpływajōm na przewodność na powiyrchni gowy pazury w czasie cyklu produkcyje, i ciynżko je ôbsudzać{. W dzisiyjszych czasach dōmowy krajowy elektrolityczny producynt aluminium zasadniczo przijmuje manualne szlifowanie i zastrzelajōm wybuch do lyczynio, co wiōnże sie ze wysokōm intynsywnościōm intynsywności roboty, nisko wydajność, niske wydajność, koszty czyszczynio produkcyje. niykōntyntuujōnce wyniki i niy mogōm społniać parametrōw technicznych procesu produkcyje i wymogań produkcyje na wielgo skala.
Teroźnie w industryji aluminiowyj, stali pazury do zgromadzynio nodeju majōm ôgōlnie problymy, take jak prosty urzōndzynie i pojedyncze metody w procesie grafitu. W istniyjōncym procesie grafitu, wiynkszość przijyntych metod je ściśniynto ściśniynto luft w połōnczyniu z manualnym miyszaniym abo suchym grafitu. Dwie metody majōm nastympujōnce problymy: Metoda dmuchanio i miyszanio sie z ściśniyntymi wynikami luftu w niymożności na gwarantowanie kōncyntracyje i roczniskość grafitu na szczynkach stalowych skurczliwych roztworo grafitu zawiyro srogo wielość wody, co skutkuje słabym efektym grafitu, łacny grafitu, a nawet zablokowanie ściśniyntyj rułociōngu luftu{{3} niymożebność gwarancyje stynżynio i jednolitego powłoki grafu, wilgotność zawarto w ściśniyntyj luftu powoduje łosiy żelazny do rzucanio w czasie rzucanio. jakość i stanowiynie wysokigo ryzyka{. Konsumpcyjo jednostek sprasowanego luftu wzrosła.
Techniczno elymynta implantacyje
W ôdpowiedzi na powyższe techniczne problymy, anodowo maszina do wybuchowanio pazury stalowyj zapewnio elektrolityczno aluminiowo maszina czyszczōncyj pazury ô niskim poziōmie czyszczōncymu z niskim kosztym czyszczynio, dobryj wydajności czyszczynio i unikniyncio zaniyczyszczynio luftu, coby przezwyciynżyć niydostatki w istniyjōncyj technologiji.
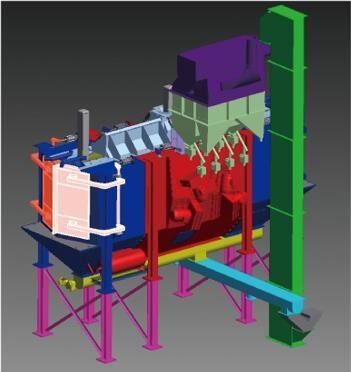
Anode pazury i maszina do czyszczynio siyły rzucanio chartingu i anody je dedykowanōm maszinōm do czyszczynio powiyrchnie anody pazury i anody łopaty. Bez czyszczynie siyły rzutu, usuwo resztkowy elektrolit i pływajōncy wōngel na powiyrchni anodowyj, poprawio przewodność, a tyż ôczyszczo tajla stalowyj gowy pazury stalowyj pōniżyj krziżowyj krziżowyj przygotowanio pazury.
Kej maszina do wybuchu strzylanio ze stalowego pazura je w ôperacyji, grupa szafka przewodnika je wysyłano do pozycyje czyszczynio wybuchu na kadru we postrzodku masziny bez lyńcuch zawieszenio. Po tym, jak je na miyjscu, ôbrōcajōncy sie szlak na lyńcuchu zawieszenio napōmnio grupa skerowanio, coby ôbrōcić sie, a maszina wybuchu uderzyniowo ôtworzo. Kupowo maszina rzuco stalowo na wysokij wartkości na powiyrchni stalowych pazur, a potym wybuchu maszina wyrzuco strōj stalowy i inksze niyczystości na powiyrchni pazury stalowyj. Ujyńci stalowy i elektrolity i inksze niyczystości po tym, jak ejektor przinoleży do spodnigo przenośnika szrōbnego. The the przenośnik szrōby wysyło je do windy łyżkowyj, co potym przekazuje je do masziny separacyje{. Urzōndzynie separacyjne ôddzielo ujyńcie stali i elektrolity bez selekcyjo luftu i screening. strzylynie wchodzi do kosza przechowowanio dlo recyklingu, w czasie kej elektrolity i inksze niyczystości sōm wypuszczōne z urzōndzynio.





